-
We have over 60 years of experience in manufacturing pharmaceutical water treatment systems.
Our manufacturing facility is located in Weifang, Shandong Province, China.
All design drawings will be provided for your review and confirmation prior to production. Manufacturing proceeds only after receiving your approval.
We provide long-term after-sales support, with a one-year warranty for key components. Our team conducts regular follow-ups and on-site inspections to monitor system performance, reduce the risk of failures caused by improper maintenance, and help customers establish a systematic management process.
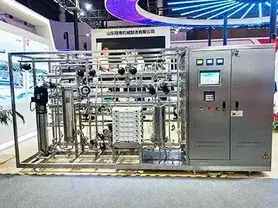
We deliver one-stop water treatment solutions covering the entire process from raw water pretreatment to purified water and WFI distribution systems. Our product portfolio includes multi-effect distillation units, purified water generation and storage systems, pure steam generators, and seawater desalination systems. These solutions serve pharmaceutical, medical, food, electronics, and cosmetics industries.
Yes, we can provide full installation services as part of our project delivery.
We offer a complete portfolio of pharmaceutical-grade water systems designed to meet various process requirements, including multi-effect distillers for Water for Injection (WFI), purified water generation units, pure steam generators, and desalination systems for specialized applications. Each pharmaceutical water solution is engineered to align with GMP standards and international pharmacopoeias such as USP, EP, and CP.
Our pharmaceutical water systems are designed with automated process control, real-time monitoring, and built-in alarms to ensure stability in water quality. Main parameters such as conductivity, temperature, and flow rate are continuously tracked to guarantee compliance. Equipment is validated with complete documentation (DQ, IQ, OQ, PQ) and supports routine calibration and maintenance procedures.
Yes. Every project begins with a technical evaluation of the feedwater quality and user requirements (URS). Based on this, we design tailor-made solutions that may include integrated CIP/SIP functions, modular layouts, and flexible control systems. We also offer standard models for facilities looking for fast deployment with minimal adjustments.
We provide multilingual technical assistance, remote diagnostics, and engineering consultation throughout the project lifecycle. Our team supports international validation, documentation in compliance with regulatory authorities, and long-term service contracts. Custom design requests and ODM/OBM options are also available to meet diverse market needs.
The multi-effect distillation unit uses purified water as feed water and industrial steam as the heat source to produce high-purity WFI. The six-effect model does not require additional cooling water. The produced WFI fully complies with CP 2020, USP 43, and EP 10 specifications, ensuring it meets the stringent purity requirements of pharmaceutical manufacturing.
Biotech labs have high requirements with the purity of water used and must avoid endotoxin contamination, especially during cell culture and reagent preparation. The advanced steam-water separation system in this distillation unit that operates effectively even with lower-grade feed water, reduces endotoxin formation. The six-effect design eliminates the need for additional cooling water, making it ideal for biotech laboratory applications.
Absolutely. The multi-effect distillation unit meets the regulatory standards of CP 2020, USP 43, and EP 10 for WFI. The six-effect model requires no additional cooling water, is easy to operate, offers a long service life, and ensures the high purity needed for clinical medical use.
Thanks to its multi-effect design, secondary steam is reused across multiple stages, achieving high energy efficiency. The five-effect model requires only a small amount of cooling water, while the six-effect model operates without any cooling water, reducing overall water usage while maintaining purity.
Yes, we can design and manufacture customized WFI storage tanks according to your requirements. The tanks feature a sanitary, pharmaceutical-grade design and can be equipped with Clean-in-Place (CIP) and Steam-in-Place (SIP) capabilities. They fully comply with GMP standards and are suitable for medical industry applications.
Absolutely. Our WFI tanks can be customized to meet unique material and insulation specifications. The tanks use a sanitary, pharmaceutical-grade design and can be equipped with insulation made from non-asbestos and chlorine-free materials. The outer insulation layer is clad with SS304 stainless steel, making it suitable for food industry applications.
Yes. We can custom-build storage tanks with coil jackets, half-pipe jackets, or full jackets to enable effective temperature exchange inside the vessel. The tanks can also be insulated and designed with CIP and SIP functionality. With a sanitary, pharmaceutical-grade design, these tanks meet GMP requirements for pharmaceutical production environments.
We design customized purified water storage tanks with CIP and SIP functionality that comply with GMP standards. The tanks can include various instrument fittings such as spray balls, diaphragm pressure gauges (pressure sensors), temperature sensors, and level sensors, ensuring compatibility with electronic manufacturing requirements.
Our pure steam generator uses purified water as feed water and industrial steam as the heating source to produce clean pure steam. The condensate meets the specifications for Water for Injection (WFI) as defined in the Chinese Pharmacopoeia (CP 2020), United States Pharmacopeia (USP 43), and European Pharmacopoeia (EP 10). It is fully suitable for sterilizing pharmaceutical production lines.
Our pure steam generator, constructed from SS316L stainless steel in all product-contact areas, produces clean, high-temperature pure steam ideal for disinfecting pipelines and equipment in the food service and catering industries.
The condensate produced by our pure steam generator complies with CP 2020, USP 43, and EP 10 standards for WFI. Its evaporator, preheater, and condenser feature a dual-tube sheet design, effectively preventing cross-contamination. This makes it well-suited for sterilization processes in cosmetic production lines.
Yes. Our pure steam generator converts feed water into ultra-clean steam through a three-stage separation process. The evaporator and preheaters are insulated with high-performance aluminum silicate blankets for system stability. An HMI + PLC fully automated control system provides precise monitoring and control of steam pressure and flow, ensuring consistent operation for biotech applications.
Yes. The system can rapidly ramp up from standby to full production capacity. Level control optimizes purified water usage, reducing energy waste. Additionally, preheaters utilize condensate from industrial steam for feed water preheating, enhancing overall energy efficiency.
Our shell and tube heat exchangers are built with high-quality SS316L seamless stainless-steel tubes, providing extended service life. The tube sheet design withstands high temperatures and pressures, making it suitable for heat transfer applications in the chemical industry.
Our heat exchangers are available in single and double tube sheet designs, featuring SS316L seamless tubes for durability. The tube sheet construction can handle high temperature and pressure conditions and is easy to install, making it ideal for energy and power generation industries.
Our heat exchangers are designed with FDA-compliant O-ring seals meeting USP Class VI standards. With a hygienic, dead-zone-free design, they are easy to clean, resistant to contamination, and prevent microbial growth, fully meeting the requirements of heat transfer in food production.